



双金属复合管的生产方法有哪些呢? 这里给大家介绍介绍。将装配好的内外管放置在水槽内,将集束 放置在内衬管轴线上,通过 瞬间生产的爆炸力,引起水槽内水压瞬间增高,瞬间增高的水压,在瞬间内推动内衬管在直径方向向外扩张,在轴向方向向内收缩,向外扩张的内衬管在水压的作用下,扩张置外基管的内表面上,并在水压的作用下,随外基管继续扩张,直至压力消失,复合成形。受双金属复合管成形基理的限制,要使外基管处于弹性变形范围,不均匀的外基管壁厚,使得批量生产,在装填 时,用量上受到限制。药量大了,瞬间冲击波大,外基管易发生 变形,甚至不,使得结合力反而下降;药量小了,冲击力小,内衬管达不到一次性充分塑性变形,导致双金属复合管结合力小。通常为0.5 MPa左右。由于爆炸成形工艺的特点,导致内衬管轴向方向向内收缩。为了保证管口整圆,不得不进行二次校正。 不锈钢复合管的压力是比较大的,而且它不容易变形,色泽又是比较光亮的,对于不锈钢复合管的各种的耐磨性能比较好,各种的应用都是比较广泛的。不锈钢复合管虽然是比较坚固,也是比较耐用,但是它在使用中还是出现了很多的问题的,比较常见的就是不锈钢复合管变形,在护栏和栏杆上是能看出来的,常见的不锈钢变形是一个比较重要的问题,也是影响使用和形象的一个比较重要的因素之一。

 <自贡>聚晟护栏制造有限公司
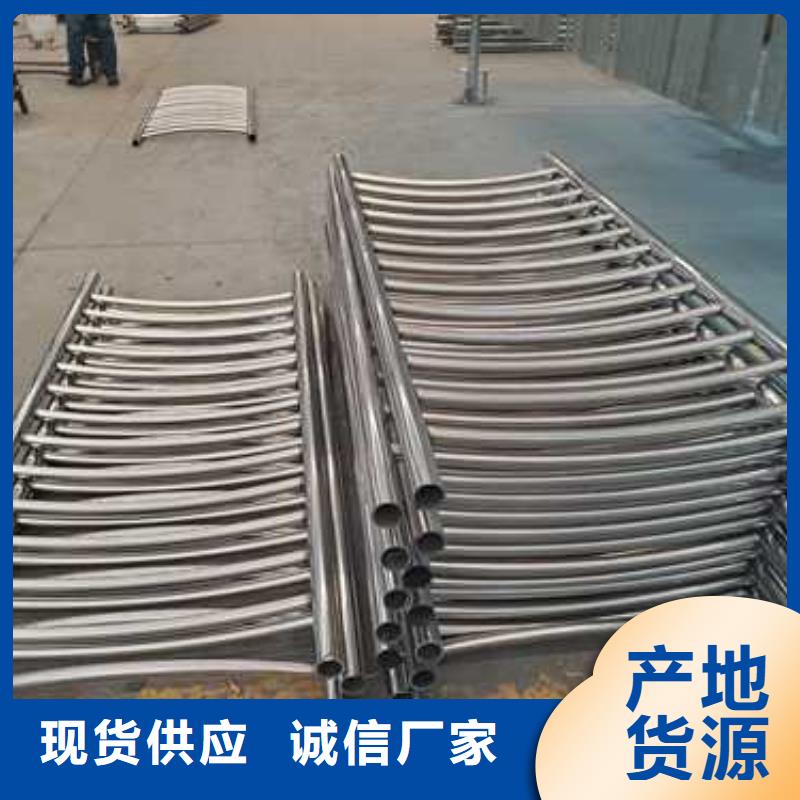
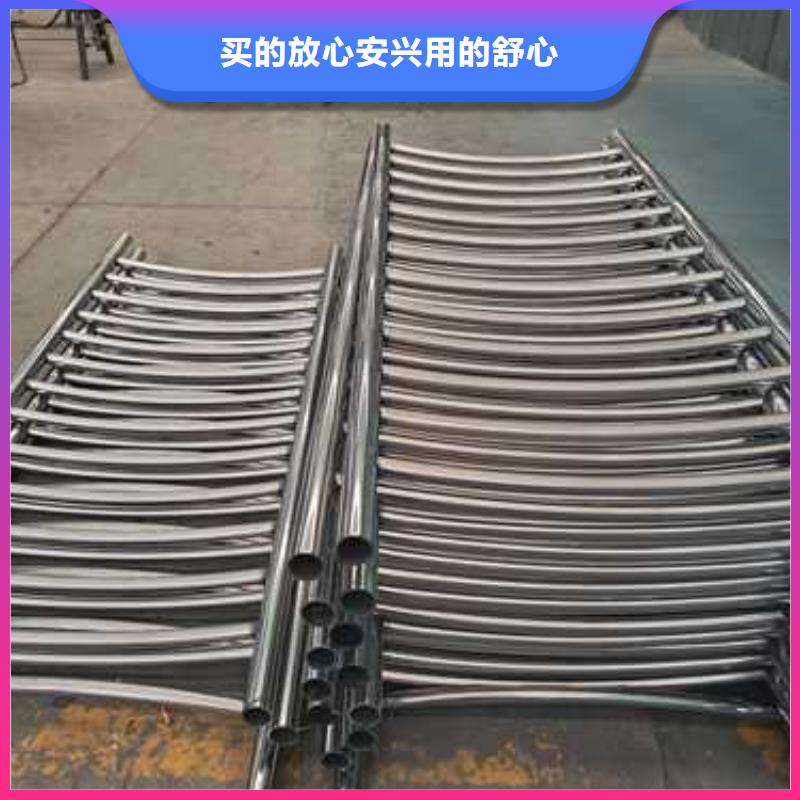
四川自贡市不锈钢防撞护栏款式多样
<自贡>聚晟护栏制造有限公司
四川自贡市不锈钢防撞护栏款式多样

因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。
<自贡>聚晟护栏制造有限公司 四川自贡市不锈钢防撞护栏款式多样